
蔵元五代に仕えた半世紀、名倉山一筋に生きる南部杜氏。
鎌田の姓に「先代の鎌田 杜氏さんはご家族とか、ご親戚ですか?」と訊ねれば、「いや、違います。でも、郷里の石鳥谷町には鎌田姓が多いのですよ」と、好々爺のような笑顔をほころばせる鎌田 敬次 杜氏。今年67歳、名倉山の酒造りとともに49年を歩んできました。石鳥谷町は南部杜氏の故郷である岩手県稗貫郡の中心地で、聞けば鎌田 杜氏の父親も杜氏。親子二代で、酒造りを求道していたのです。
「かけだしの頃は岩手県八戸市の蔵元で修行し、昭和31年(1956)父が杜氏をしていた会津のある蔵元へ『人手が足りないから、一時助けに来い』と呼ばれたのです。その折に、名倉山酒造を見学することになりましてね。実は、八戸の杜氏が先代の鎌田 杜氏の弟子で、 何かと気にかけて下さり、翌年に名倉山酒造の蔵へ入りました。それから今日まで、ずっとお世話になっています」
鎌田 杜氏が始めて来た頃は、先々代の松本 善一 社長が蔵元の貫禄を帯びてきた頃で、初代善六の妻・ツネも矍鑠として元気だったそうです。
今年は、3人の南部仲間とともに今日から蔵入りです。真新しい制服を着込んで、インタビューに臨んでくれました。
「名倉山酒造の生き字引」と言っても過言ではない、鎌田 杜氏。その酒の魅力、個性とは何なのかを訊ねてみました。
「柔らかさ、優しさという表現が合いましょうかねえ。でも、甘口とは違うんですよ。香りと味わいがありながら、ふっと、ごく自然に消えていくような感じですね。いわゆる、飲み飽きせず、いつまでもゆっくりと楽しめることが魅力でしょう。そのためには、品質チェックも大事ですが、造り手が大らかな気持ちや姿勢を持って仕事に臨むことです」
酒には職人の人柄や蔵元の空気が現れると鎌田 杜氏は語ります。それは自らの失敗にも痛感したことで、枝葉末節ばかりに執着していると“木を見て、森を観ず”に陥り、焦りと緊張が味に乗り移ると言うのです。
「私の若い頃はアル添の酒が中心で、1つの型にはまった造り方がありました。しかし、昭和50年代後半に吟醸酒造りへ本格的に取り組み、方法を模索するうち、自分の思い込みや固執にいろいろと気づいたのです」
その典型的な出来事が、昭和62年の東北新酒鑑評会に出品した山田錦の酒の金賞受賞でした。
前年まで、鎌田 杜氏は会津の同業他社からの情報やアドバイスをもとに、手馴れた酒米・五百万石を使って、四苦八苦しながら出品酒を仕込んでいました。しかしながら、結果はどれも失敗作。そこで、他県の杜氏仲間から奨められた山田錦を使います。これまで使ったことのなかった山田錦ですが、その蒸し上がり、麹の出来栄え、酒の旨味に、鎌田 杜氏は目からウロコの状態。当初の不安は、雲散霧消してしまったのです。
1つの境地に開眼した鎌田 杜氏は、惑うことなく“名倉流の酒”を造り続け、17年連続受賞を重ねているわけです。
「一番大事なことは、“真心”を持って造ることですね」
それは、名人・鎌田 杜氏の掌に見る、深くて柔らかな皺にも表れているようです。



それでは、蒸し米、麹造り、モロミなど、仕込みについてのこだわりを、いろいろと解説してもらいましょう。
「米ですが、以前は、雄町や八反なども仕込んでいましたが、大吟醸クラスは兵庫県の山田錦をメインにし、純米酒には長野県産の美山錦、福島県産の五百万石、花吹雪、夢の香りを使っています。蒸し米は、早朝5時30分から始まります。私たち季節職人と社員の方が交替制で泊り込み、こなしていきます。1日の総米1800kgで、すべて甑で行います」
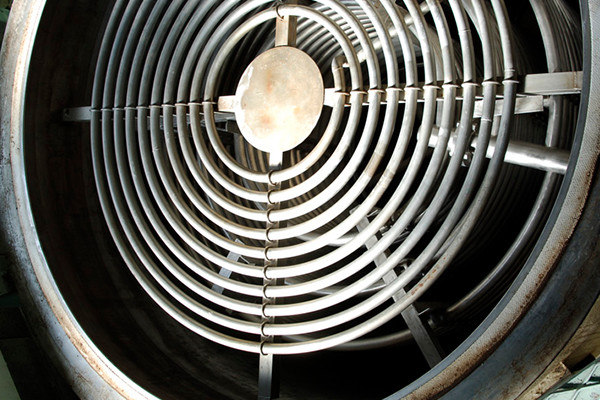
性能的にも優れ、入念に手入れされている二重蒸気式の甑は、1回で1200kgを蒸し上げます。これを午前中に2回使うわけですが、コンマゼロ秒単位で限定給水した山田錦を、ブレることなく最適な状態にふかします。
「以前は和釜を使った甑もあったのですが、こっちの方が高温で蒸し上がり、乾燥蒸気も強いのです。ひねり餅を作ると、熱くて少ししか握れません。しかし、米粒に弾力があるので、外硬内軟の突き破精の米になるんです」と、鎌田 杜氏は太鼓判を押します。
そんな米に欠かせない仕込み水は、中軟水。山田錦の蒸し上げから、しっかりとしたモロミのアルコール発酵まで、万能の醸造用水です。
「この水のおかげで、連続受賞があるとも言えますね」と鎌田 杜氏。口に含んでみれば、無味無臭のクセのない味でした。
名倉山酒造の麹室はユニークで、そこかしこに松本 社長や鎌田 杜氏のアイデアが生かされています。特に気に入ったのは、室の入り口に提げられたネル地のカーテン。
これは何のため? と鎌田 杜氏に訊ねれば「早朝の6時から始まる出麹の際、麹の品温調節に便利なんです。40℃以上ある室から、いったん35℃ぐらいの場所に移し、徐々に冷ましながら出麹させるのですが、冷ますための別 室を作るよりもこの方が簡単でシンプル。しかも、いい具合になるんですよ」とちょっぴり得意顔です。
これを使い始めてからモロミの酸度が0.1~0.2ほど下がり、より軽やかな味わいになったそうです。
そして、鎌田 杜氏は麹造りの新設備も紹介してくれました。それは、いわゆる麹蓋作業を半自動化する機械。コンパクトな設計ですが、その性能は極めて職人の技量に近いそうです。
「購入した目的は、今の酒のレベルを保ちながら、作業体系を改善・簡略化することです。つまりは、高齢化している私たちの負担を少しでも減らし、効率化しようと、社長と一緒に検討したのです」
仲仕事、仕舞い仕事が始まれば、当然、鎌田 杜氏たちは夜を徹しての作業となります。
充分な睡眠を取り、しかも翌朝、上々の麹が出来上がっているなら、これほど良いことはないでしょう。その分、酒質のチェックや吟味に集中する力も蓄えられるわけです。



モロミについてはすべて速醸型で、ほぼ毎日のように酒母を造ります。酵母は、協会901号酵母を、主に使用しています。
「2階にある酒母室は、甑の真上なんです。ですから、いつも蒸気と熱が床にこもってくるので、必然的に難しい酵母や山廃仕込みなどは避けています。やや温度環境が上がりそうな場合は、協会701号を使います。ただ、1月、2月の集中期間には、9号系の山形酵母、福島ゆめ酵母などを使います。酸が出にくいので、純米酒に適していますね」
あくまで酒質が安定する、健全なモロミ造りが大切ですと、鎌田 杜氏は語ります。
スケールとしては、仕込みタンクと冷蔵タンク合わせ32本の日仕舞い仕事。その昔は半仕舞いの規模だったようで、明治時代に建てられた蔵には、後で入れた仕込みタンクが窮屈そうに並んでいます。
しかし、壁にかかる柄杓はピカピカに磨き上げられ、今年のスタートを待ちわびているようでした。
締め括りに、今年から名倉山酒造に登場した、強力な助っ人を紹介してもらいました。
それは自動的に瓶火入れを行う、パストライザーです。
従来の名倉山酒造ではプレートヒーターによる火入れを行っていましたが、松本 社長は、酒質と味をベストな状態で保てる「瓶火入れ」にずっと着目していました。しかしながら、手作業の瓶火入れは、蔵人たちに大きな負担となります。
これを解消する新設備として、近年、高い評価を得ているパストライザー導入に踏み切ったのです。
「会津では、最初の導入なのだそうです。これも新しい名倉流ですが、やはり現場を大切に考える社風だからこそ、できたことでしょう。もっとも、使いこなすのは私たちではなく、次代の杜氏となる若い社員の人たちです」と鎌田 杜氏。
「いえいえ、これからも生涯現役で!」と筆者がお願いすると、純朴な笑顔ではにかんでくれました。
半世紀を賭けた、名倉山一筋の人生。そのひたむきな血と汗の結晶を受け継ぐ後継者が、若き社員の中から育っています。








